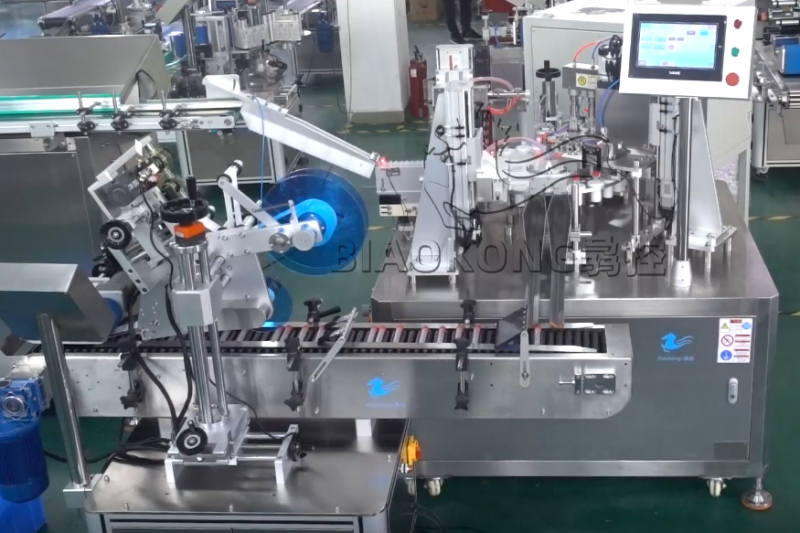
全自动平面贴标机主要结构及调整方法
全自动平面贴标机可适用于多类产品的上平面的贴标,如纸盒、文件袋、文件夹、卡纸、书本类的贴标等等。添加、使用不相同的覆标机构也可用于一些表面趋向于平整面类产品的上表面贴标。下面由高臻为您详细讲解全自动平面贴标机主要结构及调整方法。
首先通过人工、分卡机或连接流水线等途径放入、供给待贴标产品,输送带随后将其送出,再通过导条类等矫正机构将产品导正。
感应器得到信号后传递信息给到程序存储器,存储器收到信号后将会输出信号控制标头出标,实现了贴标功能。
粘贴到标签后,产品会通过覆标机构完成覆标,此时整个标签贴覆的过程就结束了,可收集已贴完标签的产品。
标头,其中包含了放料机构、滚筒机构、剥标机构、收料机构、牵引机构和牵引电机。
触摸屏,人机操作界面,用于控制设备开启、停止状态,更换调试参数,观察I/O监控等等。
标签的安装一定要到位,绕标时尽量绕整齐一点,歪歪斜斜的也是非常容易断标。标签安装完后用限位圈固定好位置。
根据待贴标产品的宽度调整输送导条,两导条之间留足与产品之间各1mm的间隔。而一般纸卡类的产品使用的是单边导条,所以只需调整好输送导条两端较为平齐就即可。
根据产品高度(厚度)调整标头的Z轴方向的位置,使得标签卷拉动的第一时间,剥出标签能及时附在产品表面。卡纸类一般标头调至剥标板基本触碰到产品表面的高度。产品比较厚的,如盒子、书本,标头调整至剥标板距离产品表面1-2mm的高度。调整完成后将Z轴方向锁紧。
调整测标电眼。撕去即将进入测标电眼区域的一张标签,长按测标电眼上的按钮进入设定状态,在触摸屏手动界面用手动牵引拉动标签卷,使撕去标签的底纸完全通过测标电眼感应区后,再按一次测标电眼上的按钮确认完成设置。如果测标电眼采用的是光纤电眼检测,则根据标签卷上标签与底纸所取信号数字不同对放大器上的输出信号预设值进行设置。
控制标签预剥出长度,通常标签预剥出1mm的长度即可。可通过移动测物电眼的位置做调整。
调整测物感应器,使产品经过感应器前端时有信号输出。(感应器调整根据所用种类、牌子上的说明书进行设置)
调整输送速度,并根据现有的输送速度调整标头牵引速度与之匹配。最佳效果每贴一次标声音会非常干脆,无任何拖带声、标签也不会褶皱。
调整覆标机构。一般覆标机构采用滚轴、海绵、毛刷。覆标滚轴:调整略低于剥标板,并靠近剥标板。覆标海绵、覆标毛刷:调整压在标签剥出边缘,并伸出边缘10mm左右的长度。
控制标签贴在制定X轴方向区域上。在保证触摸屏参数中贴标延时为0的状态下进行贴标,根据贴标提前或者太慢出标的情况做前后调整X轴方向。如果是标签提前剥出,则说明感应器过早检测到产品,将标头往X轴负方向挪动;反之,则将标头往X轴正方向挪动。调整完成后将X轴方向锁紧。如果调整座已达到极限,还不能满足贴标要求时,能够直接进行调整感应器位置。标签提前剥出可以将电眼往X轴正方向移动;标签剥出太晚,则将感应器往X轴负方向移动。当移动感应器至极限还不能解决标签过早剥出时,可以适当设置贴标延时参数。
根据产品指定贴标位置,调整标头在Y轴方向的位置,使标签贴附在制定的Y轴方向上。调整完后将Y轴方向锁紧。
调整剥标板基本与产品表面平行,可以通过调整座上R轴方向做调整。调整完毕后锁紧R轴方向。
注意设备的定期清洁及维护,使设备的寿命能够更长久。至少每周一次清洁,2~3个月一次防护处理。
经验内容仅供参考,如果您需解决具体问题(尤其法律、医学等领域),建议您详细咨询相关领域专业人士。
写经验 有钱赚
如要投诉,请到百度经验投诉中心,如要提出意见、建议, 请到百度经验管理吧反馈。
©2024Baidu京ICP证030173号-1 京网文【2023】1034-029号